- Paul Simon kirjoitti vuonna 1975 kappaleen ”50 Ways to Leave Your Lover”, mutta prosessiparannusta käsiteltäessä on oikeastaan vain ”5 Ways to Improve a Process.”Kyse on vaihtelun vähentämisestä; olipa kyse Bahama Bistron asiakkaan palvelemiseen kuluvan ajan vaihtelusta, tuotteen mittojen vaihtelusta-voileipätilaukseen laitettavan lihan määrästä, palvelun laadun vaihtelusta – palvelimen tieto ruokalistoista tai ateriaan liittyvien kustannusten vaihtelusta (mukaan lukien työvoima ja materiaalit). Kyse on vaihtelusta.
- ”5 tapaa”
- vähennä Ei-Lisäarvovaiheita
- Paranna mittausjärjestelmää
- vähennä yleistä Syyvaihtelua
- vähennä erityistä syyn vaihtelua
- siirrä keskiarvo Prosessikyvyn parantamiseksi
- onko sinulla suosikkia parannuskeinoon? Huomaatko käyttäväsi jotakin ”5 tapaa” toisten kustannuksella? Kerro siitä!
Paul Simon kirjoitti vuonna 1975 kappaleen ”50 Ways to Leave Your Lover”, mutta prosessiparannusta käsiteltäessä on oikeastaan vain ”5 Ways to Improve a Process.”Kyse on vaihtelun vähentämisestä; olipa kyse Bahama Bistron asiakkaan palvelemiseen kuluvan ajan vaihtelusta, tuotteen mittojen vaihtelusta-voileipätilaukseen laitettavan lihan määrästä, palvelun laadun vaihtelusta – palvelimen tieto ruokalistoista tai ateriaan liittyvien kustannusten vaihtelusta (mukaan lukien työvoima ja materiaalit). Kyse on vaihtelusta.
kirjassaan Quality Management for Organizations Using Lean Six Sigma Techniques Tri. Erick Jones määrittelee Lean Six Sigman ” armottomaksi prosessivaihtelun vähentämisen ja läpimurtoparannusten tavoitteluksi, joka vaikuttaa asiakastyytyväisyyteen ja pohjalukemiin.”Pidän tästä määritelmästä. Se tarkoittaa jatkuvaa matkaa, ei yksittäistä projektia. Prosessien parantamisesta tulee henkilökohtainen ajattelutapa – ” onko keinoja tehdä tämä paremmin?”Tuottaako vaihtelun vähentäminen asiakkaalle etua?
prosessien parantamisesta tulee henkilökohtainen ajattelutapa – ” onko tapoja tehdä tämä paremmin?”
kun organisaatiossa on niin monia prosesseja, ja jokaisella on potentiaalisia parannuksia, ensimmäinen dilemma on: ”mistä aloittaa?”Tee se helpoksi itsellesi. Valitse prosessi, jossa olet johtamassa tai osallistumassa ja kysy, ” miten aion parantaa tätä?””Mitä vaihtelua tällä hetkellä on olemassa minun prosessi?”
”5 tapaa”
tässä kohtaa ”5 tapaa” astuu kuvaan. Kokemukseni mukaan tavat parantaa olemassa olevaa prosessia rajoittuvat näihin 5 luokkaan:
- vähennä Ei-Lisäarvovaiheita
- Paranna mittausjärjestelmää
- vähennä yleistä Syyvaihtelua
- vähennä erityistä Syyvaihtelua
- siirrä keskiarvo Prosessikyvyn parantamiseksi
siinä se. Tärkeintä on tietää, minkä tyyppistä parannusta tuo ponnisteluun. Selvennetään ” 5 Tapoja parantaa prosessia.”
vähennä Ei-Lisäarvovaiheita
jokainen prosessi koostuu sarjasta vaiheita, jotka on alun perin lueteltu SIPOC: ssa. Korkean tason näkemys ei kuitenkaan riitä prosessin todelliseen ymmärtämiseen.
ensimmäinen vaatimus on rakentaa ymmärrystä siitä, miten prosessi toimii. Ei miten sen sanotaan toimivan tai dokumentoitu toimivan, vaan miten se oikeasti toimii. ”Mitä ihmiset prosessissa todella tekevät?”Prosessikävelyn suorittaminen tai vain ajan viettäminen prosessin osallistujien kanssa prosessin dokumentoimiseksi siten, että ihmiset (erityisesti prosessin sisällä olevat) voivat nähdä ”ison kuvan” tuottaa yleensä helposti saavutettavia tuloksia tai nopeita voittoja.
Etsi prosessin pullonkauloja ja etsi keinoja työmäärän tasapainottamiseksi. Yksilöi muut kuin lisäarvovaiheet ja määrittää, voidaanko ne poistaa. Pystytkö kokoamaan lisäarvoportaat asiakasta hyödyttävällä tavalla? Jokaisessa prosessissa on jätettä. Sinun tehtäväsi on tunnistaa, vähentää tai jopa poistaa se.
harkitse seuraavaa prosessia. Sinut on määrätty kokoamaan ja postittamaan 500 kirjekuorta asiakkaillesi. Teillä on kolme kollegaa, jotka ovat tarjoutuneet auttamaan. Tyypillisesti ihmiset järjestäytyvät liukuhihna tätä toimintaa, samanlainen Swimlane kartta näkyy.
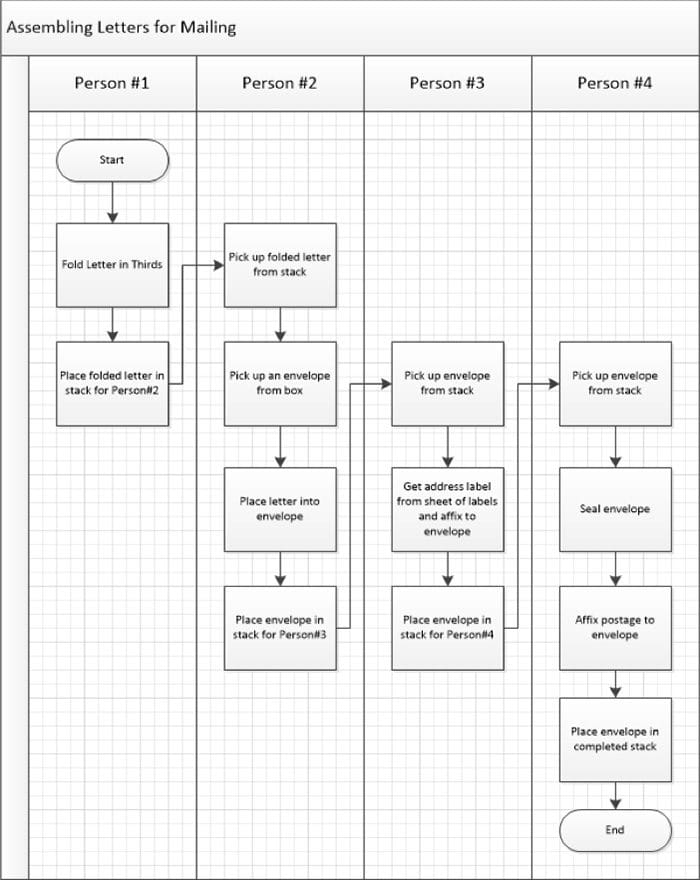
mutta jos tarkastellaan tätä prosessia, on olemassa useita muita kuin lisäarvovaiheita. Jokainen liike jokaiseen pinoon ja sieltä pois on ei-lisäarvoa. Lisäksi taittaminen vie eniten aikaa ja muodostaa siksi prosessin pullonkaulan.
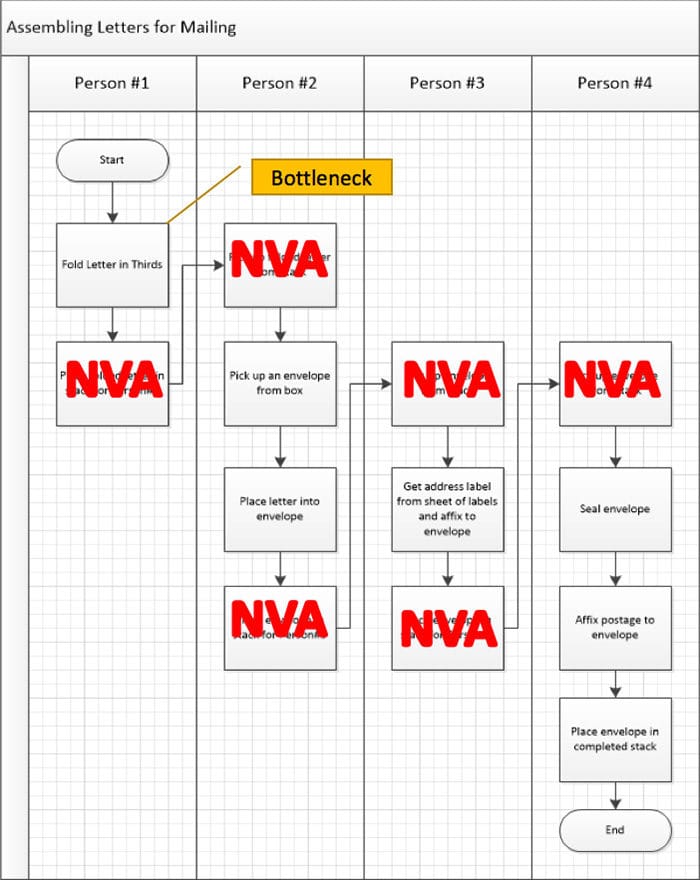
näiden lisäarvovaiheiden poistaminen on suhteellisen helppoa. Yksinkertaisesti jokainen neljä ihmistä tehdä kaikki vaiheet eikä luovuttamalla se pois 3 kertaa. Tämä poistaa kaikki liikkeet ja poimia ups. Kun pullonkaula jaetaan kaikille 4 henkilöä tehtävä vie paljon vähemmän aikaa.
prosessin yksinkertaistaminen jätteitä etsimällä on hyvä paikka aloittaa kaikki parannustoimet, koska se on helposti ymmärrettävissä prosessissa työskenteleville eikä vaadi paljon tiedonkeruuta parannusten toteuttamiseksi.
Paranna mittausjärjestelmää
aina, kun keräät tietoa, havaitsemasi vaihtelu on prosessin vaihtelun ja mittausjärjestelmän vaihtelun yhdistelmä.
jokaisessa mittausjärjestelmässä on vaihtelua, mutta usein prosessiparannusta tavoittelevat unohtavat arvioida, kuinka suuri osa vaihtelusta on seurausta sen mittaustavasta. Mittausvaihtelu liittyy kunkin mittauksen operatiivisten määritelmien selkeyteen.
mikään operatiivinen määritelmä ei ole täydellinen. Aina on jotain ”tulkintaa”, on kyse sitten siitä, miten mittalaitetta luetaan, mitta-asteikon tehokkuudesta laitteessa tai vaikka siitä, mitä operaattori tekee tiedoilla, kun lukema on tehty. Harkitsehan reseptiä, joka vaatii ”lusikallisen” sokeria. Paljonko se maksaa-teelusikallinen? Ruokalusikallinen? Ruokalusikka? Siinä on tulkinnanvaraa.
tarkastelemalla, miten ihmiset käyttäytyvät, kun heille annetaan operatiivinen määritelmä, tässä tapauksessa ”lusikallinen”, voimme mitata heidän tulkintojensa eron. Monesti vaihtelu on suhteellisen pientä, mutta yllättäen monesti se on suurta. Ellet tarkista, et saa koskaan tietää.
monesti vaihtelu on suhteellisen pientä,mutta yllättävää kyllä monesti suuriakin.
olen nähnyt, että monet yritykset eivät tunnista mittausvaihtelun vähentämistä ”päteväksi” parannushankkeeksi. Mutta jos vaihtelun vähentäminen on Lean Six Sigman tavoite, niin tämä varmasti sopii laskuun. Lupaan, että tulokset ovat vaivan arvoisia.
vähennä yleistä Syyvaihtelua
taustalla on periaate, että vaihtelua esiintyy kaikissa prosesseissa. Tohtori Walter Shewhart ja tohtori W. Edwards Deming kannattivat sitä, että vaihtelu voitaisiin jakaa kahteen luokkaan, yleisiin ja erityisiin syihin.
näiden kahden luokan erottaminen toisistaan riippuu siitä, kuinka usein kukin muunnostyyppi havaitaan prosessissa. Yleinen syy vaihtelu on läsnä ” säännöllisesti.”Se on osa olemassa olevaa prosessia ja perinteisesti merkitty syy-seuraus-Diagrammilla (alias Fishbone Diagram), joka on järjestetty tuloluokkien (tai suurten luiden) kanssa:
- työvoima
- kone
- menetelmät
- materiaalit
- mittaus
- ympäristö
tällaisen vaihtelun vähentämiseksi sinun on ositettava tietosi määrittääksesi kullekin tekijälle aiheutuvan vaihtelun määrän. Ositustekijöitä ovat esimerkiksi prosessin sijainti, varhainen tai myöhäinen työvuoro, viikonpäivä tai tilaustyyppi. Ajatuksena on etsiä merkittäviä eroja prosessin tuotoksissa, kun nämä tekijät ovat läsnä.
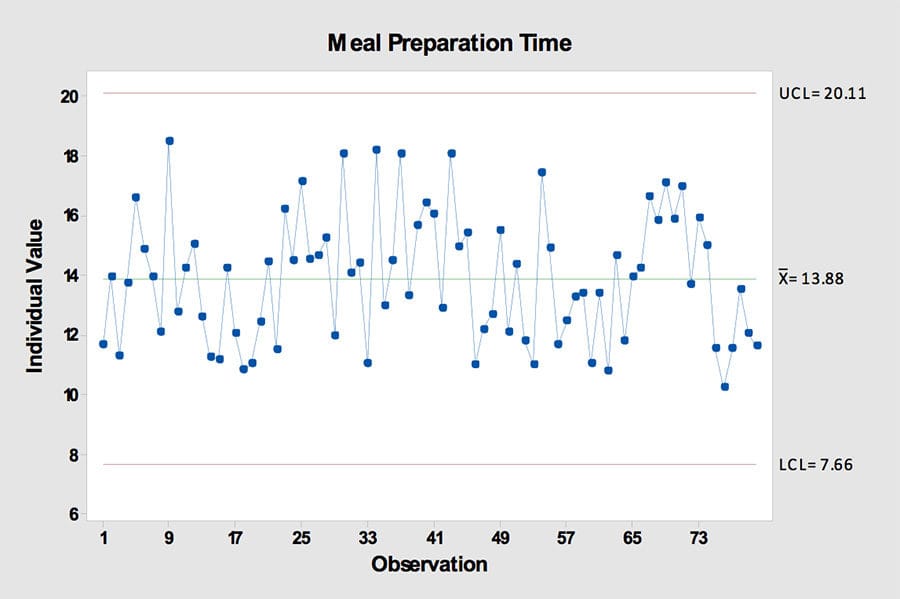
käytämme esimerkkinä aterian valmistusprosessia. Yllä oleva Kontrollikaavio näyttää yleisen syyn vaihtelun, mutta ateriatyypin mukaan kerrostettuna aineistosta löytyy kaksi eri jakaumaa.
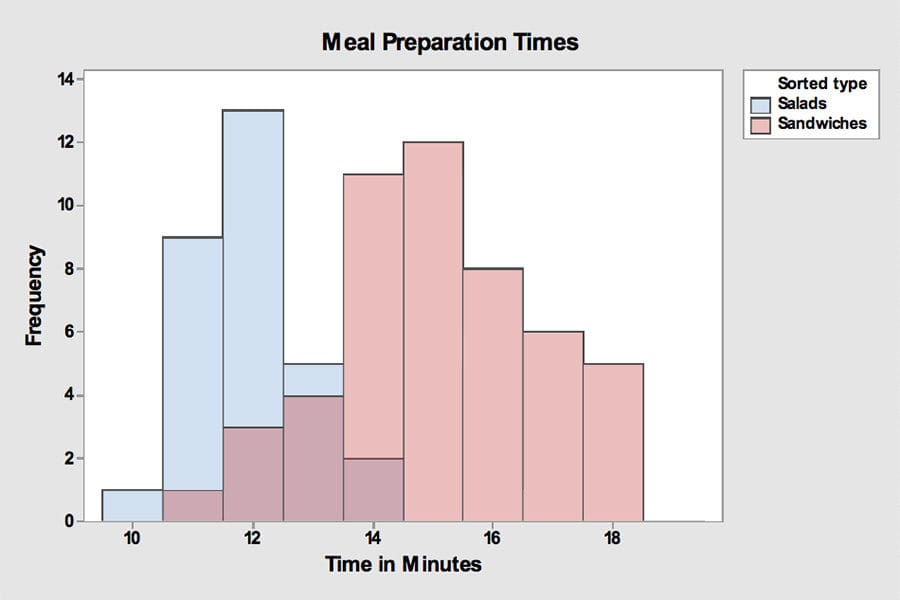
tämän eron tunteminen antaa paremman mahdollisuuden tarkastella salaattivalmisteen vaihtelua erillään voileipävalmisteesta. Koska voileivät kestävät paljon kauemmin, se on hyvä paikka aloittaa.
kokeiden suunnittelu on yksi tapa kerätä tätä tietoa, joskin se vaatii aktiivista osallistumista prosessin muuttamiseen sen sijaan, että vain passiivisesti tarkkailisi sitä.
tämän tiedon saatuaan voi kuitenkin pyrkiä vähentämään tätä vaihtelua. Monissa tapauksissa tämä edellyttää yhteistyötä toimittajien kanssa, olivatpa he organisaatiosi sisäisiä tai ulkoisia, auttaakseen heitä vähentämään prosessien vaihtelua. ”5 keinoista” yhteisen syyn vaihtelun vähentäminen on vaikein.
vähennä erityistä syyn vaihtelua
prosessia, joka sisältää vain yleistä syyn vaihtelua, pidetään stabiilina tai ” kontrollissa.”Tämä tarkoittaa, että prosessin vaihtelun määrä on johdonmukainen ja ennustettavissa.
sen sijaan erityinen syyvaihtelu saa prosessit muuttumaan. Muutoksella voi olla positiivinen vaikutus prosessiin tai se voi olla negatiivinen. Muutoksen tunnistaminen antaa mahdollisuuden ymmärtää, miksi se muuttui. Kun perussyy on ymmärretty, tietoa voidaan käyttää asiakkaan hyödyksi.
erityissyyvaihtelu sisältää:
- erityinen ainutkertainen muutos – yksi valvontarajojen ulkopuolella oleva piste (eli outlier), kuten lumimyrskyn aikana sattuneet liikenneonnettomuudet
- prosessin siirtyminen erilaiseen suoritustasoon, kuten äkillinen muutos ateriatoimitusten viivästymisessä, joka johtuu uuden kouluttamattoman Kokin lisäämisestä henkilökuntaan
- suuntaus, prosessin asteittaisempi muutos ajan mittaan, kuten henkilön jatkuva lisääntyminen paino
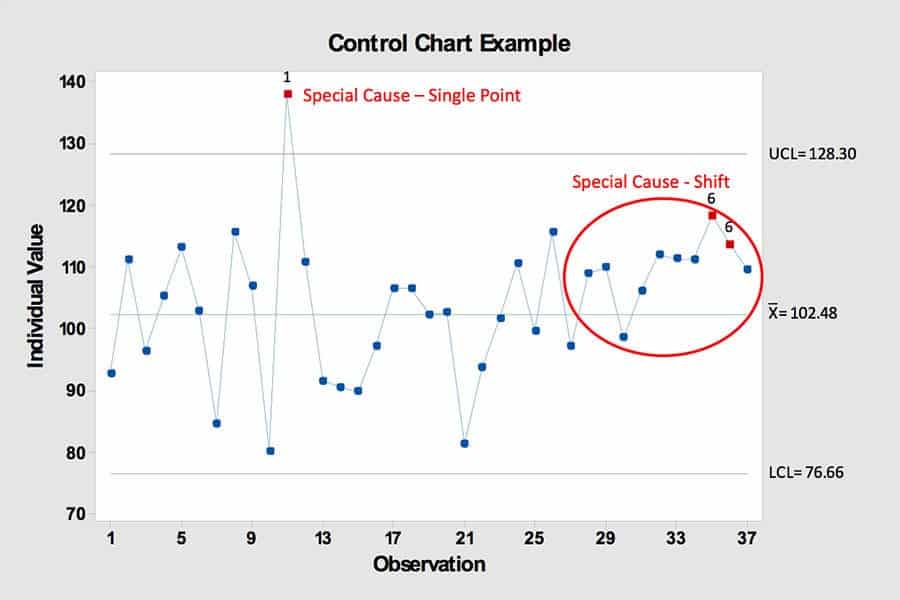
erityisten syiden vaihtelun poistaminen johtaa johdonmukaisempaan prosessiin ja variaation yleiseen vähenemiseen. Olennaista on tunnistaa, milloin muutos on tapahtunut. Prosessin seuraaminen prosessin käytös – / Hallintakaavion avulla antaa hälytyksiä näistä muutoksista. Näin tiimi pystyy analysoimaan, miksi muutos tapahtui.
prosessin seuraaminen Prosessikäyttäytymistä / Kontrollikaaviota käyttäen antaa hälytyksen näistä muutoksista.
siirrä keskiarvo Prosessikyvyn parantamiseksi
ensimmäisten 4 tavan painopiste on vaihtelussa, mutta elämme maailmassa, joka vaatii spesifikaatioita. Koska prosessivaihtelu voi olla kohtuutonta, organisaatiot asettavat määrittelyrajat asiakkaan kokeman vaihtelun kaventamiseksi.
eritelmien mukaisia kohteita pidetään ”hyvinä”, ja rajojen ulkopuolelle jääviä kohteita muokataan tai romutetaan. Prosessin kyky määritellään kyvyksi tuottaa tuotoksia, jotka ovat eritelmien mukaisia.
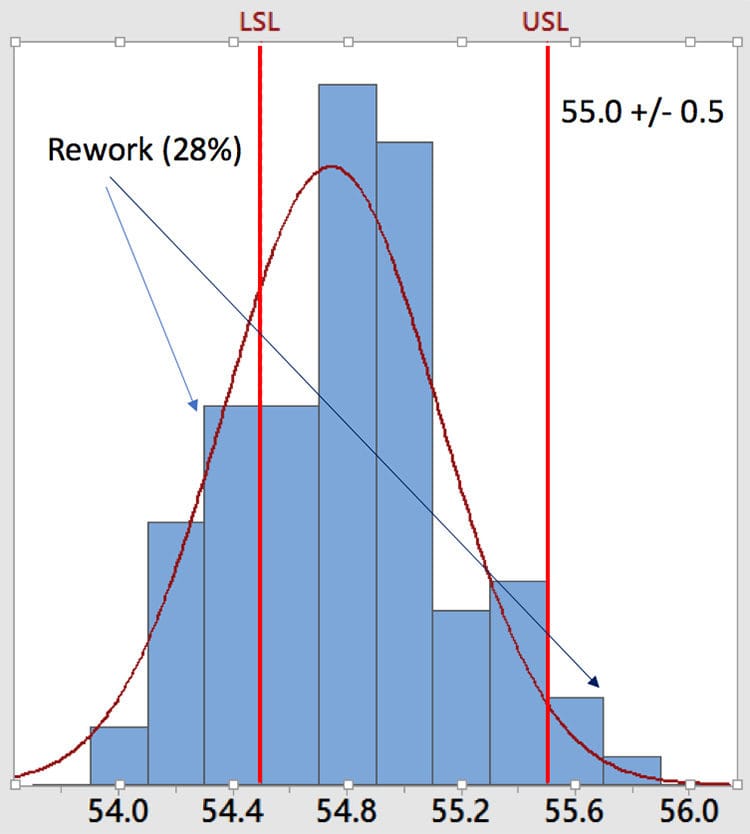
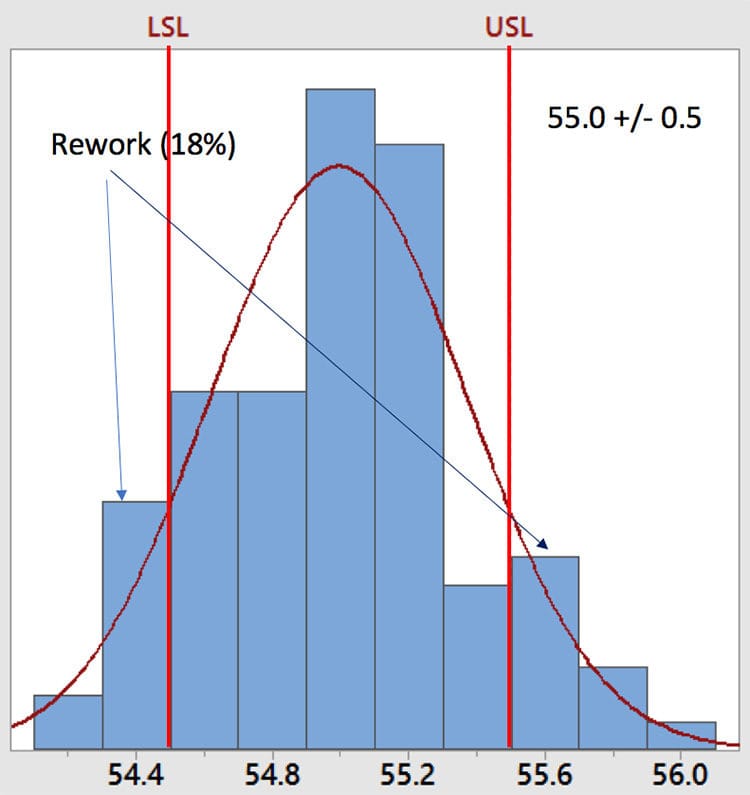
vaikka vaihtelu olisi suuri, jos keskiarvoa ei keskitetä kahden eritelmän sisällä, uusintamäärä on suurempi, koska enemmän arvoja putoaa toiselle puolelle verrattuna toiseen. Tässä tapauksessa keskiarvo on 54,75 55: n sijaan, mikä johtaa 28 prosentin uusintaan. Vaikka vaihtelua ei vähennettäisi, keskiarvon siirtäminen 55,0: aan vähentää uusintatyön määrää 18 prosenttiin.
sen ymmärtäminen, mitä” 5 tapaa ” käytetään prosessin parantamisessa, auttaa keskittämään parannuspyrkimykset. Aloita parannustyöt valitsemalla yksi ”5 tavoista” ja käyttämällä sitä tekemään ensimmäinen parannus. Juhli menestystä, varmista, että parannusta voidaan jatkaa ja sitten joko etsiä toinen tapa parantaa tätä prosessia, tai valitse toinen prosessi työskennellä. Se voi todella olla niin yksinkertaista!
parannustoimia olisi jatkettava-askel kerrallaan, pyrkimällä hellittämättömään vaihtelun vähentämiseen, joka parantaa asiakastyytyväisyyttä ja / tai nostaa pohjanoteerausta.
